Diesel Engine Body Manufacturing Machine
Product Details:
Product Description
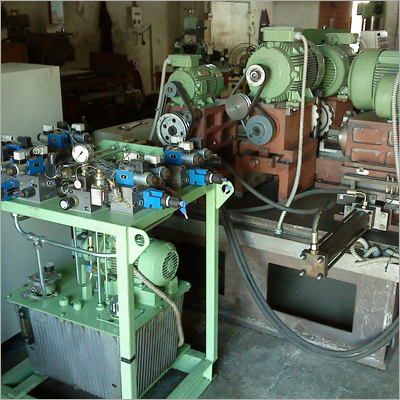
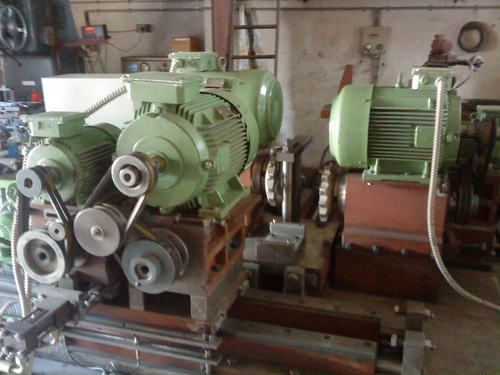
Diesel Engine Body Manufacturing Machine
Technical Features :
- Box Stand : To
mount Headstock - Headstock :Fabricated / Casted, having hardened and ground spindle. Spindle
Nose is capable to hold various collets and cutter arbor, suitable to your requirement. There are 3 head stocks 2 for Facing and 1 for Drilling(4- MSDH) operation. Each head stock having separate motors with required HP/KW.
- Base and Slides :Fabricated / Casted with hardened and ground rigid guide ways, keeping sliding clearances within 0.015 mm to 0.025 mm by keeper plate and taper wedges. Main slide will move (RAPID + FEED) forward by Hydraulic cylinder. Facing slides with heads will move manually by lead screw and nut. Drilling slide with 4 spindle headstock will move hydraulically.
Electrical : All electrical will be used of reputed make companies. Electrical
control panel will be mounted on box stand and operating panel box will be
mounted as suitable to machine operator.
- Hydraulics : Hydraulics of reputed makes like Dowty pumps, Polyhydron valves, Yuken make solenoids are to be used.
- Feed : With cutting speed 200 to 400 meters/min, depending upon the type of cutting inserts used.
- Operation sequence :
(1) Mount component with locating dia.118 and dia.35 on Main Slide.
(2) The Facing operation of 4 hls. Side will be done by horizontal mounted Dia 50
2- cutters.After completion of this operation window side facing will be done by
vertical mounted Dia.250 cutter and after main slide will stop at rigid hard stop
and 4 hls. Of Dia.12 will be done by hydraulically moved 4-MSDH(Multi Spindle
Drill Head)
(3) Now the all operations are completed so unload the component and move slide to its original position and start new cycle.
Technical Parameters :
Considering the cutting speed of facing cutter 130m/min. and feed/tooth 0.1mm and cutting speed of boring 200m/min and feed o.2 mm/rev we will achieve the results are as follows :
(1) KW/HP For 250 cutter ---------------------------- 11.6/15.5
(2) RPM For 250 Cutter ---------------------------- 150
(3) Table Feed For 250 Cutter ----------------------- 225mm/min.
(4) KW/HP For Drilling operation --- 3.8/5
(5) RPM For Drilling(HSS drills 20 m/min) --- 530
(6) Table Feed Drilling --- 75 mm/min
(7) KW/HP For Dia. 50 cutter --- 3.8/5
(8) RPM For Facing ----- 1000
(9) Table Feed Boring (118/90/84, Mean 100)--- 500mm/min
- Timings :
(1) Job Loading and clamping Approx. 1.5 min.
(2) Dia 84 side facing 2min
(3) Dia 84 side boring 10 seconds
(3) Both side Facing 3 min.
(4) Both side Boring 30 seconds
(5) Rapid, dwell etc 1 min
(6) Job un loading and cleaning(cleaning by compressor) 1.5 min
Total Time For Doing All Above Operations -------- 10 minutes